Обработка на токарном станке
 С помощью механической обработки на токарном станке создаются великое количество разнообразных деталей, используемых как в индустрии, так и в народном хозяйстве.
С помощью механической обработки на токарном станке создаются великое количество разнообразных деталей, используемых как в индустрии, так и в народном хозяйстве.
Каждая изготовленная деталь – это цепь разнообразных операций, требующих соблюдения установленных настроек оборудования, выполнения технического процесса. Для того, чтобы не выкинуть заготовку в брак, не привести в негодность оснастку, следует учитывать целый ряд причин и по их суммарному влиянию определить дальнейшую обработку. В данной публикации мы разберём важнейшие операции и для практичности поделим обработку металла и дерева.
Обрабатывание внешних цилиндрических поверхностей
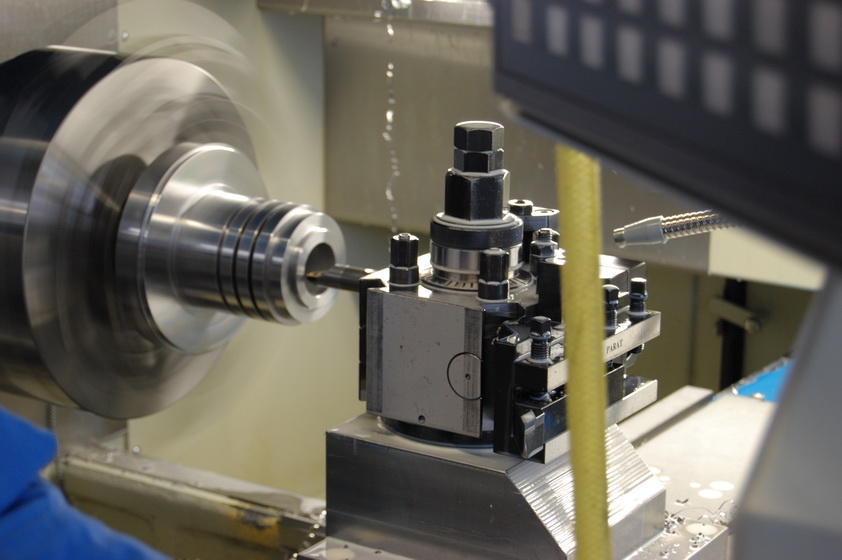
На токарной операции производят обтачивание цилиндра до D на длину L и обрабатывают фасонную поверхность
Для обработки металла применяют проходные резцы, которые производят и продольное, и поперечное обтачивание. Резцы делятся на 2 категории: обдирочные и чистовые. Для снятия наибольшей массы металла используют обдирочные резцы на высокой скорости резания. Это позволяет уже на первых порах увидеть скрытый брак (раковины, поры, трещины и т.д.). Распределение припуска обеспечивает более высокую точность. После обработки черновым резцом, на детали остаются крупные риски, повышенная шероховатая поверхность, которые устраняют получистовым и чистовым резцами. Чистовой резец применяют при небольшой глубине и с малой скоростью резания, что даёт чистую поверхность. Резцы для обработки цилиндра бывают 3-х видов: прямого, упорного, отогнутого. Главный угол f режущего инструмента зависит от предпочтённого типа:
а) отогнутые 40° 45°;
б) упорные 90°;
в) прямые 60°, 45°, 70°
F – это угол между направлением подачи и проекцией главной режущей кромки резца. Оказывает влияние на выбор скорости резания и износостойкость режущего инструмента. При меньшем угле повышается его стойкость и скорость резания.
Важно: Погрешности обработки будут тем больше, чем меньше жесткость системы СПИД (станок – приспособление – инструмент – деталь). Поэтому, при установке высокой скорости резания, убедитесь в жесткости системы.
Обработка древесины. Для преобразования деревянного бруска в вал, Вам понадобится полукруглое долото. Выберем частоту вращения шпинделя в зависимости от формы, обычно 1000 2000 об/мин. Если форма близка к ровному валу, то обороты выставляются выше. Работу начинают полукруглым долотом. Желательна ширина лезвий 25 20 мм. Осторожно подведите инструмент к вращающейся заготовке. Учтите, что обработка должна вестись от середины к торцу заготовки. После этого осторожно начните снимать стружку, оперев стержень долота об упор таким образом, чтобы резец касался поверхности бруска.
Далее займитесь чистовой обработкой: проведите серединой режущего кромки долота (стамески) по описанному выше способу.
Торцовка детали
Для получения ровного края изделия, деталь отрезают на заданную длину.
Металл. При торцевании используют проходные отогнутые, проходные подрезные и упорные резцы. Отрезают заготовку при помощи автоматической или ручной подачи. Режим резания зависит от глубины подачи и скорости резания:
1. При глубине резания 2,0 5,0 мм, скорость подачи равна 0,30 0,70 мм/об;
2. При глубине резания 0,70 1,0 мм, скорость будет 0,10 0,30 мм/об.
Увеличивая скорость на двадцать процентов больше, чем при подаче продольной, Вы сможете обработать торец поперечной подачей.
Дерево. Деталь торцуют следом за чистовой обработкой. Крепят на планшайбе без поддержки с оборотной стороны. Выполнить глубокий надрез по заранее оставленной разметочной риске. Повторить неоднократно, пока не образуется маленький диаметр стержня. Дальше обработать стамеской.
Инструкции по технике безопасности на токарных станках.
Во избежание несчастных случаев, поломки инструмента и выполнения качественной детали необходимо придерживаться следующих рекомендаций:
1. Категорически запрещено работать на станке в рукавицах или перчатках.
2. Обязательно пользуйтесь спецодеждой, специальной обувью и индивидуальными средствами защиты (респираторами, масками, очками и др.).
3. Прочно и жёстко закрепляйте обрабатываемую деталь на станке.
4. При обработке хрупких металлов, дающих отлетающую стружку, применяйте индивидуальные щитки или прозрачные экраны
5. Пользуйтесь режущим инструментом, имеющим правильную заточку.
6. Проверяйте и обеспечьте достаточную смазку станка.
7. При закреплении детали в центрах протрите и смажьте центровочные отверстия, надёжно закрепите заднюю бабку и пиноль, не затягивайте туго задний центр.
8. Долото придерживайте обеими руками.
Для предотвращения изготовления дефектных деталей попробуйте выполнить разнообразные операции на ненужных заготовках, что поспособствует выявлению всех тонкостях работы станка. Следуя вышеуказанным советам, Вы приобретёте хороший результат, сторонясь досадных последствий.
Автор: lana92 (Светлана)

